Automotive Chip Verification Process and Future Outlook
Electronic control systems in modern vehicles no longer operate as isolated modules. Advanced driver assistance systems, zonal architectures, electrified powertrains, and centralized computing platforms have transformed automotive semiconductors into safety-critical infrastructure where failure tolerance is exceptionally low.
Unlike consumer-grade integrated circuits, automotive chips must withstand thermal cycling, electromagnetic disturbances, long operational lifetimes, and unpredictable field environments. Verification, therefore, extends beyond functional correctness; it becomes a multidisciplinary engineering discipline spanning architecture, silicon development, manufacturing reliability, and lifecycle monitoring.
Reliability Targets Driving Verification Requirements
Automotive semiconductor verification is shaped primarily by safety and reliability standards rather than pure computing performance.
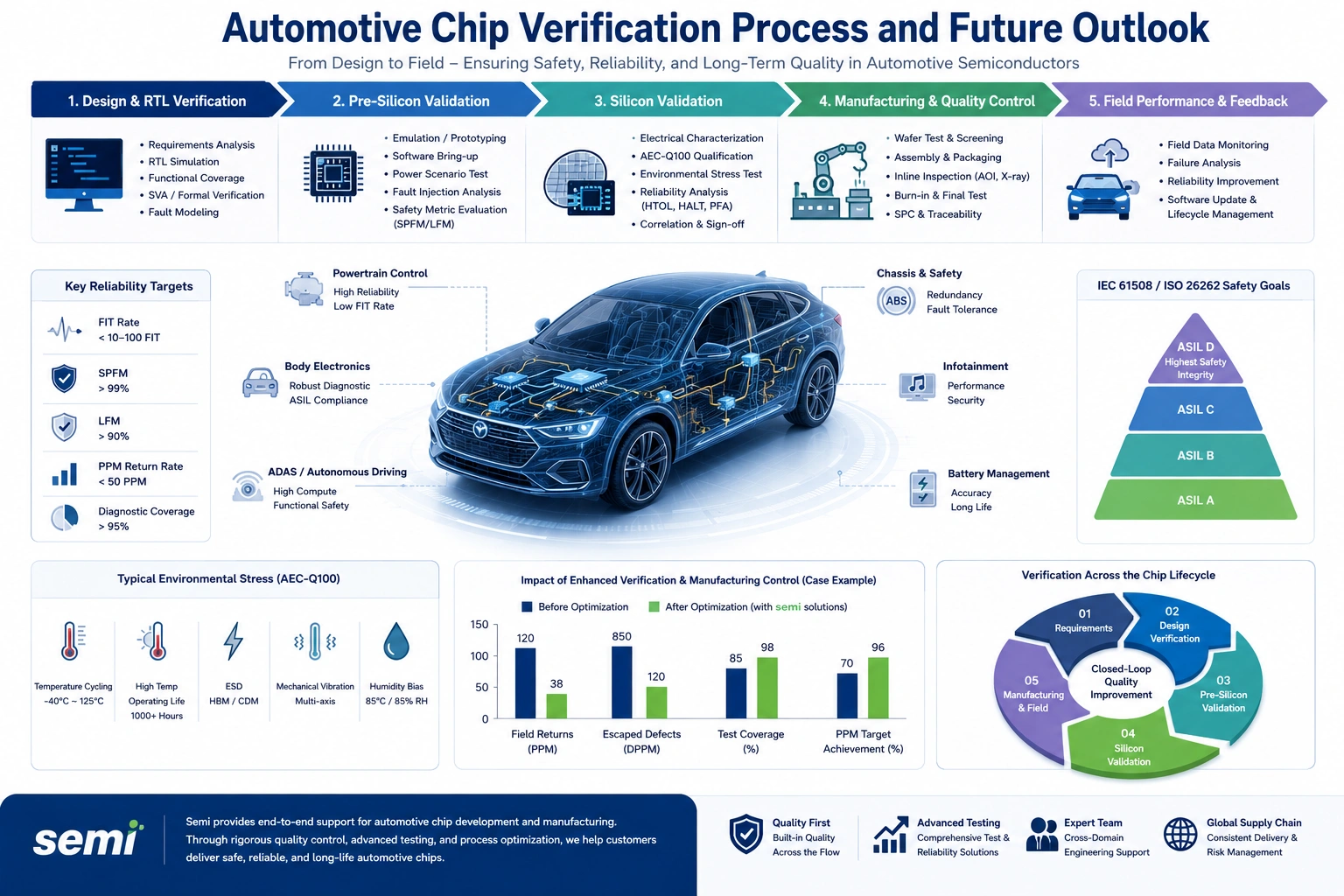
Key frameworks include:
| Standard / Metric | Technical Objective | Typical Target |
|---|---|---|
| ISO 26262 | Functional safety compliance | ASIL A–D |
| AEC-Q100 | Environmental stress qualification | Pass required |
| FIT Rate | Random hardware failure probability | <10–100 FIT |
| SPFM | Single Point Fault Metric | >99% (ASIL D) |
| LFM | Latent Fault Metric | >90% |
| PPM Return Rate | Field defect control | <50 PPM |
A failure rate of 100 FIT corresponds statistically to approximately 100 failures per billion operational hours. Automotive programs targeting autonomous driving domains often pursue substantially lower values.
Unlike consumer SoCs that prioritize benchmark throughput, vehicle-grade silicon validation emphasizes determinism, fault coverage, aging behavior, and diagnostic effectiveness.
RTL Verification: Building Confidence Before Silicon Exists
Verification activities begin long before wafer fabrication.
Register Transfer Level (RTL) verification remains the first major gate. Functional simulation—both directed testing and constrained-random methodologies—evaluates whether design intent aligns with implementation.
Coverage closure becomes the decisive metric.
Engineering teams commonly pursue:
- Block-level functional coverage exceeding 95%
- Chip-level coverage above 90%
- Assertion coverage near complete closure
- Fault injection scenarios covering ASIL requirements
SystemVerilog Assertions (SVA) frequently validate watchdog mechanisms, ECC behavior, reset sequencing, and clock-domain crossing logic.
Formal verification adds mathematical proof techniques to eliminate corner-case risks that simulation alone may overlook.
For automotive MCU development, single-event upset resilience frequently undergoes targeted validation because transient faults induced by radiation or voltage disturbances may compromise safety paths.
A practical example emerged during development of a powertrain controller where verification teams discovered a watchdog timeout condition only after constrained-random stimulus introduced simultaneous CAN bus congestion and memory arbitration conflicts—an interaction traditional directed testing had missed entirely.
Emulation and Pre-Silicon Validation
Simulation accuracy improves confidence; emulation improves realism.
Automotive software stacks increasingly contain tens of millions of lines of code, making post-silicon discovery economically painful.
Hardware emulation platforms bridge the gap.
Pre-silicon validation commonly includes:
Software Bring-Up
Firmware integration begins months earlier than physical silicon availability.
Bootloaders, AUTOSAR middleware, safety libraries, and diagnostic frameworks can execute inside emulated environments.
Power Scenario Verification
Automotive systems encounter aggressive power state transitions:
- Cold crank conditions below 6V
- Load dump transients exceeding 40V
- Deep sleep wake-up sequences
- Brownout recovery
Verification environments replicate these operating conditions before tape-out.
Fault Injection Analysis
ISO 26262 demands measurable diagnostic coverage.
Engineers intentionally inject:
- Memory bit flips
- Bus corruption events
- Timing violations
- Voltage perturbations
Diagnostic mechanisms then undergo evaluation.
SPFM values exceeding 99% and LFM metrics above 90% remain common ASIL D development objectives.
Silicon Validation and Environmental Qualification
Silicon arrival marks a transition—not completion.
Post-silicon validation combines electrical characterization, reliability assessment, and environmental stress screening.
AEC-Q100 qualification introduces rigorous conditions.
Typical verification profiles include:
| Stress Category | Test Condition |
|---|---|
| Temperature Cycling | –40°C to +125°C |
| High Temperature Operating Life | 1000+ hours |
| ESD Robustness | Human Body Model qualification |
| Mechanical Vibration | Multi-axis stress exposure |
| Humidity Bias Testing | Accelerated moisture reliability |
A package passing laboratory characterization may still exhibit failures under combined stress interactions.
For example, thermal cycling between –40°C and +150°C can accelerate bond wire fatigue mechanisms, especially in high-current automotive power devices.
Field reliability engineers often supplement qualification data with Highly Accelerated Life Testing (HALT) and physics-of-failure modeling.
Correlation between simulated lifetime prediction and measured degradation behavior becomes essential.
Manufacturing Control as a Verification Extension
Even perfectly validated silicon architectures become vulnerable when manufacturing variation escapes control.
Wafer-level testing, burn-in screening, and statistical process control therefore remain tightly coupled with automotive verification.
Defect escape targets in automotive semiconductor production often aim below 10 DPPM (Defective Parts Per Million).
Manufacturing analytics increasingly leverage machine learning to identify latent yield signatures.
A practical case within automotive MCU production demonstrated that introducing AI-assisted inline defect classification reduced outgoing defect rates from approximately 85 PPM toward below 30 PPM over multiple production cycles.
The semi approach toward quality assurance emphasizes traceability throughout the production chain—from incoming material verification through final screening—helping reduce process variability and improving consistency.
Critical manufacturing checkpoints typically include:
- Wafer acceptance testing
- Package reliability monitoring
- X-ray inspection
- Parametric trend analysis
- Burn-in qualification
- Final electrical screening
Because automotive deployments routinely exceed 15 operational years, long-term statistical stability matters as much as immediate yield performance.
Data-Driven Verification in Software-Defined Vehicles
Vehicle architectures increasingly resemble distributed computing platforms.
Verification methodologies therefore continue evolving.
Emerging directions include:
AI-Assisted Coverage Optimization
Machine learning algorithms increasingly identify verification blind spots.
Rather than generating purely random stimuli, intelligent verification systems prioritize scenarios statistically associated with escaped defects.
Digital Twin Validation
Digital twins replicate semiconductor behavior under field conditions.
Engineers evaluate aging effects, workload interactions, and thermal distributions without waiting years for real-world accumulation.
Cybersecurity Verification
Automotive chips increasingly validate secure boot integrity, hardware root-of-trust implementations, and cryptographic acceleration pathways.
Security failures now carry safety implications.
Cross-Domain System Validation
Verification increasingly spans hardware, firmware, operating systems, and AI accelerators simultaneously.
Future vehicle compute platforms may consolidate more than 100 ECU functions into centralized architectures, substantially increasing verification complexity.
Semi supports automotive electronics development through manufacturing collaboration, quality control execution, supply chain consistency management, and production reliability enhancement, helping engineering teams reduce risk between prototype validation and mass deployment.
Manufacturing Capability and Quality Advantages
Our company provides integrated semiconductor manufacturing support and quality-oriented production services for automotive electronics and high-reliability applications.
Core strengths include:
- Strict supplier qualification and incoming material verification
- Comprehensive traceability systems throughout manufacturing flow
- Statistical process control and reliability screening methodologies
- Advanced inspection capability covering electrical, visual, and environmental validation
- Flexible production management supporting prototype through volume manufacturing
- Dedicated engineering collaboration to optimize manufacturability and long-term reliability
Quality control is embedded across production stages rather than concentrated at shipment checkpoints, enabling stronger consistency and lower defect exposure.
#AutomotiveChip #AECQ100 #ISO26262 #FunctionalSafety #SemiconductorVerification #AutomotiveElectronics #semi